
发稿时间:2020/4/24 15:08:04 来源: 本站 浏览量:次
如何降低等离子云对激光切割金属的影响
近年来,随着对钣金切割的要求越来越高,传统的切割方式因精度低、热影响区域大等缺点而难以更好地满足生产的需求;而光纤激光切割具有热影响区域小、精度高、速度快、无接触加工等诸多优势,正在逐步取代传统切割工艺。
如图1所示,激光切割金属的原理是利用激光光束作为热源照射在金属材料表面,使得金属材料表面温度升高达到熔(沸)点,同时喷嘴喷出与激光光束照射方向平行的切割气体将熔(气)化物吹走(当切割气体为氧气这类活性气体时,切割气体还会与金属材料发生氧化反应,提供氧化热量)。通过控制运动装置,切割头按照预定线路运动,切割出各种形状的工件。
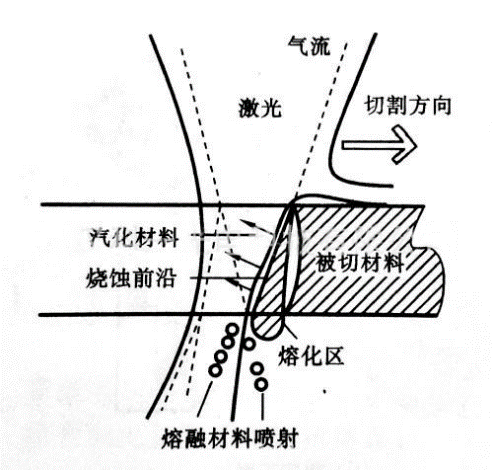
图1激光切割金属原理
在激光切割金属过程中,入射激光的功率密度不一样,金属材料表面发生的变化也不一样。一般而言,当金属材料表面的激光功率密度达到10MW/cm²数量级时,金属材料表面会迅速升温至材料的沸点,强烈汽化成金属蒸汽。当金属材料表面的激光功率密度超过100MW/cm²数量级时,未能及时排走的金属蒸汽会被激光能量重新加热,形成等离子云。
激光切割金属材料所产生的等离子云大部分会被切割气体吹走,剩下的小部分则会形成等离子云团影响金属切割:
1)等离子云团会滞留在金属材料表面,阻碍激光能量的传输,降低切割速度。
2)滞留在喷嘴下方的等离子云团不仅会改变喷嘴与金属材料之间的电容介质,还会加热喷嘴、影响其电容性能参数,对电容式调高器的检测结果产生干扰,降低了随动控制的精度,影响了切割效果。
以目前市面上广泛应用的2000W激光器为例,假如配合100/125的(准直镜焦距/聚焦镜焦距)切割头使用,如表1所示,当尾纤的芯径小于40μm时,零焦处光斑的平均功率密度就会达到100MW/cm²数量级,尤其是在切割薄金属板时,更容易产生等离子云。
表1 零焦点处光斑的平均功率密度表
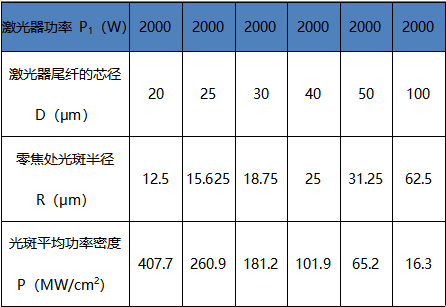
注:公式1:切割头变焦比:M=d₁/d₂( d₁:聚焦镜焦距 d₂:准直镜焦距))
公式2:零焦处光斑半径:R=0.5 * D * M (D:激光器尾纤芯径)
公式3:光斑平均功率密度:P=P₁/( π* R² ) (P₁ :激光器功率)
近年来单模激光器的优势得到了市场的认可,随着光学方案的不断优化,单模激光器的功率也在逐步提升。由表1可以看出,更高的光束质量(一般对应更细的尾纤芯径),更高的输出功率,零焦处光斑的平均功率密度也会越来越高,在切割薄金属板时更容易产生等离子云。
针对该难题,采用以下切割工艺可以有效降低等离子云对切割过程的影响:
1.采取脉冲式切割。采取脉冲式切割方式,一方面可以保证激光的峰值功率,另一方面又能缩短激光对金属材料的照射时间,减少了等离子云的产生。
2.适当降低激光器切割功率。在不改变其他条件的前提下,降低切割功率可以减小焦点处平均功率密度、减少等离子云的产生。国内某大型激光公司曾做过测试,用单模2000W激光器满功率零焦切割1mm不锈钢时,因等离子云的影响导致切割速度不理想,在将切割功率降低至1800W时,切割速度反而提升了50%。
3.适当增宽切割割缝。增宽切割割缝不仅为等离子云团向下方散去提供了更宽的通道,降低等离子云对切割的影响,还有助于加速割缝中熔渣的排出,增强切割效果。
4.适当缩短切割高度。切割高度不仅直接决定了喷嘴与金属材料表面之间的等离子云团厚度(距离越短,等离子云团越薄),而且越靠近切割喷嘴,喷嘴中心喷出的切割气体压力会越高(见图2),切割气压升高有助于加快喷嘴下方等离子云团的散开,减少等离子云团对入射激光的屏蔽。所以在保证切割头安全的前提下,随动距离越近越好。
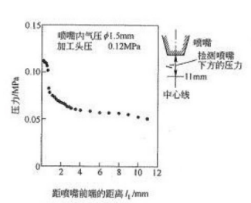
图2喷嘴下方不同距离处喷出气体压力分布图
5.采用合适的切割喷嘴。合适的喷嘴可以在不增大喷嘴口径的前提下,气体流速更快,能够加速金属等离子云团的散去。
6.在切割头上增加侧吹气装置与喷嘴冷却装置。侧吹气装置用于吹散部分等离子云,减少喷嘴下方等离子云的聚集,喷嘴冷却装置则可以减少等离子云对喷嘴的热影响,避免影响喷嘴的电容性能参数。
7.采用高采样率电容式调高器。高采样率电容式调高器不仅可以保证随动精度,还可以通过监控电容值的变化判断出喷嘴下方等离子云的变化,机床通过监控等离子云的变化,可以采取减速、暂停、脉冲切割等措施来降低等离子云对切割产生的影响。
湖南大科激光有限公司生产的DK-YSM 2000AR单模抗高反连续光纤激光器,采用单谐振腔型结构,结构紧凑,其光束质量M²<1.2,接近衍射极限,在切割薄金属板时由于光斑功率密度很高,很容易就产生等离子云,影响切割效率。湖南大科激光的切割工艺工程师通过工艺验证,在保证切割头安全的前提下,尽量降低切割高度,再配合定制的双层喷嘴等工艺措施,降低了等离子云对切割的影响,充分发挥了该激光器高亮度(高能量密度)的优点,在金属薄板上的切割速度不仅可以赶超多模3000W,甚至能够媲美多模4000W(见表2)。

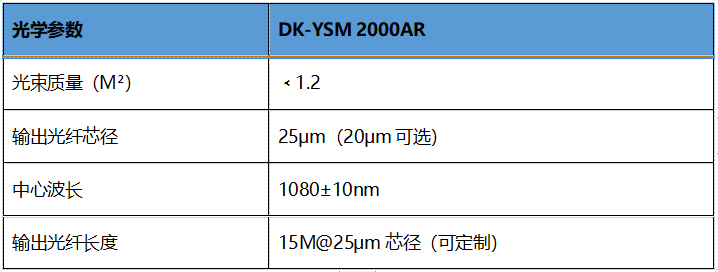
图3 DK-YSM 2000AR单模激光器的外观与光学参数
表2 大科单模2000W激光器与典型多模激光器切割速率对比

此外,DK-YSM 2000AR单模抗高反连续光纤激光器具有独特的抗回反光设计,能实现对高反材料(如铝、黄铜、紫铜)长时间无误警的连续切割。

图4 4mm紫铜连续1h切割样品
文本标签:
版权所有:Copyright 2018 dake LASER 大科激光 All Right Reserved 湘ICP备18006829号-1 网站地图 站长统计




 咨询电话
咨询电话

 官方邮箱
官方邮箱